
Jan-2009
Hydrogen generation for modern refineries
With increasing demand for diesel, more stringent product specifications for cleaner fuels, reduced fuel oil demand and the economic advantages in processing heavier sourer crudes, the demand for hydrogen in refineries continues to grow.
Luigi Bressan, Guido Collodi and Fabio Ruggeri Foster Wheeler Italiana SpA
Viewed : 70548
Article Summary
As a result, a modern 10 mmtpa refinery will often require 150 000 Nm3/hr or more of hydrogen. This demand can be met by applying a systematic, cost-effective approach to hydrogen management, including the optimisation and revamp of existing hydrogen generation facilities.
The paper will focus on the design of a modern hydrogen production unit based on steam reforming of hydrocarbons using a Foster Wheeler Terrace-Wall furnace. It will look at some of the key features of this design that deliver benefits in operation and maintenance, and the high availability that is essential in hydrogen production.
Steam reforming principles
Hydrogen is increasingly being considered as a utility gas within the refining and petrochemical industry. From an end user’s perspective, investment in hydrogen plant capacity is often evaluated using the lifecycle cost of hydrogen, expressed, for example, as Euros per Nm3. This is because the plant with the lowest capital cost may not always produce the cheapest hydrogen, given the feedstock and utility costs commonly experienced today.
For many years, steam methane reforming (SMR) plants have continued to be the leading technology for generation of hydrogen in refining and petrochemical complexes.
These plants consist of four basic sections:
• The first is feedstock treatment where sulphur and other contaminants are removed • The second is the steam methane reformer,
which converts feedstock and steam to syngas at high temperature and moderate pressure • The third section is the syngas heat recovery and incorporates CO shift reactor/s to increase the hydrogen yield
• The final section is raw hydrogen purification, in which modern plants employ a pressure swing adsorption (PSA) unit to achieve the final prod- uct purity
• In addition to the core process sections, compression is often needed to raise the feedstock and product hydrogen pressures.
SMR is a mature technology and is now less likely to yield any large step-changes in economic benefit from technological developments. Incremental economic improvements by means of a continuous improvement programme are the order of the day.
Chemistry
The reforming reaction between steam and hydrocarbons is highly endothermic and is carried out using specially formulated nickel catalyst contained in vertical tubes situated in the radiant furnace of the reformer. The simplified chemical reactions are:
For saturated hydrocarbons
CnH2n+2 + nH2O = nCO + (2n+1)H2
For methane
CH4 +H2O=CO+3H2 deltaH=+206kJ/mol
In the adiabatic CO shift reactor vessel, the moderately exothermic water gas shift reaction converts carbon monoxide and steam to carbon dioxide and hydrogen:
CO+H2O=CO2 +H2 deltaH=-41kJ/mol
The PSA purification unit removes by adsorption from the hydrogen the resulting CO, CO2 and CH4 gases. The four process sections can also be seen in Figure 1 of a typical SMR hydrogen plant, in which the reformer stands at the centre and the PSA is on the right.
Hydrogen plant in a refinery
Refineries can use different feedstocks to produce hydrogen, such as natural gas, refinery gas, LPG, light naphtha, heavy naphtha and even straightrun naphtha, depending on their internal value and availability, to assure the availability of the most economical feedstock to the hydrogen plant.
The characteristics of the feedstock will define the processing capability of the plant. However, the correct selection of the hydrogen plant design and operating parameters depends on the economic values attributed to the feedstock, the fuel and the steam produced, these being the key process streams influencing the economics of the plant.
Today, in most cases, feedstock and fuel and steam have the same value on a calorific basis and, as consequence, the optimum is achieved with the minimisation of the following mathematical formula:
(Feedstock(Gcal/h) + Fuel(Gcal/h) - Steam(Gcal/h) ) / H2 flow rate (Net thermal efficiency)
where steam is the net export flow rate of steam from the plant.
Key process elements
Hydrodesulphurisation section
The feedstock is first hydrotreated and the result- ing H2S is captured in a zinc oxide bed. There are different desulphurisation schemes available, but the most commonly used is the lead-lag arrangement eventually followed by a deep desulphurisation polishing bed. The reaction temperatures are obtained by thermal exchange.
Pre-reforming section
The pre-reforming section is generally installed to eliminate long-chain hydrocarbons in heavier feedstocks before entering the reforming section; this allows the use of reduced steam-to-carbon ratios.
When natural gas is used as feedstock, the use of a re-reforming section lowers the reforming duty, thus reducing the cost of the steam reformer, which is the most expensive part of the plant; for this reason, it is recommended that large-sized plants should have a pre-reforming section.
Add your rating:
Current Rating: 2





-
 BASF FCC Refining Catalysts
BASF FCC Refining Catalysts
-
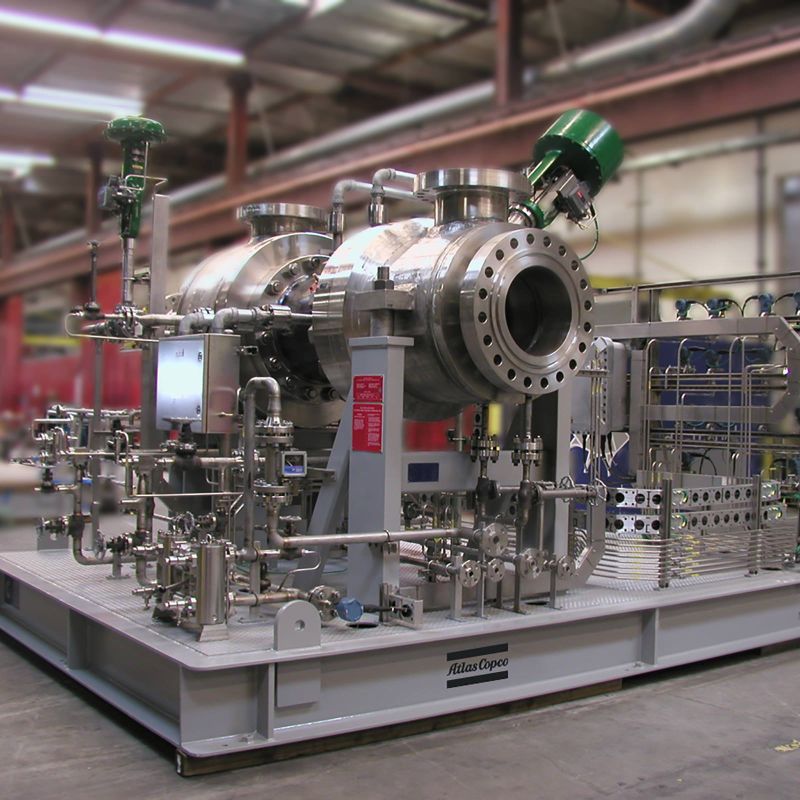 Atlas Copco Energas expander compressors
Atlas Copco Energas expander compressors
-
 Axens SAF Solutions
Axens SAF Solutions
-
 AMETEK Process Instruments Refinery Solutions
AMETEK Process Instruments Refinery Solutions
-
 Cognite Atlas AI™
Cognite Atlas AI™
-
 Level and density in FCC processes from Berthold
Level and density in FCC processes from Berthold
-
 Renewable fuels technology from Honeywell UOP
Renewable fuels technology from Honeywell UOP
-
 GEA Liquid Jet Mixer
GEA Liquid Jet Mixer
-
 FCC catalyst solutions
FCC catalyst solutions
-
 MINIFLASH - the safety standard in flashpoint testing
MINIFLASH - the safety standard in flashpoint testing
SPONSORS