
Apr-2011
Gasification of heavy ends
Gasification technologies deliver steam, hydrogen and power from low-value refining residues and petcoke
Joachim Wolff and Erik Vliegenthart
Shell Global Solutions
Viewed : 13273
Article Summary
For many years, the gasification of refinery residue has been established for the production of carbon monoxide (CO) and hydrogen for the manufacturing of chemicals such as ammonia, methanol and oxo-alcohols. In recent years, gasification has been fully integrated into refineries for two major applications:
• Upgrading and economically utilising refinery bottoms
• Closing the refinery hydrogen gap.
Shell’s gasification technology has been selected for many sites with different integration aspects and a different split of final products, including the production of chemicals. The two dedicated gasification technologies are the Shell Gasification Process (SGP) for fluid feedstocks and the Shell Coal Gasification Process (SCGP) for solid feedstocks.
The company has developed a refinery integration concept based on:
• A high degree of process automation
• Burner technology enabling operation in a wide range of feedstock viscosities; suitable for processing very viscous refinery bottoms
• Syngas cooler allowing optimal heat recovery
• Once-through system without soot recycle, avoiding heavy metal build-up in the gasification system.
Shell’s SCGP is suitable for processing petroleum coke (petcoke) with high conversion rates in once-through operation. With its membrane wall reactor design, this technology allows flexible operation in the wide gasification temperature range required for petcoke.
This article looks at a plant operator’s experience with gasification, the different refinery residues processed with the technology and important aspects of refinery integration, showing that gasification requires a tailor-made solution for each particular refinery based on petcoke and liquid refinery residues.
Traditionally, crude oil residues have been sold as marine bunker fuel or used on-site as furnace fuel. However, refineries are under pressure to reduce both their emissions and the sulphur content of their products, and the market for high-sulphur heavy fuel oils is shrinking. Refineries must face the challenge of developing an economically effective strategy for disposing of their residue and increasing their yield of lighter, high-value products that meet current and future specifications.
In response, refiners are cutting deeper into the barrel to maximise their distillate yield. They can do this through different conversion schemes:
• Separation technologies (for instance, via solvent deasphalting)
• Carbon rejection technologies such as visbreaking, (deep) thermal cracking, (flexi-) coking and fluid catalytic cracking
• Hydrogen addition technologies, such as catalytic hydrotreating, hydrodesulphurisation and hydrocracking.
However, one byproduct of most of these processes is a viscous residue with a high ash and sulphur content. As the market for heavy fuel oil is shrinking, the economically effective disposal of this residue can be a burden on economics. A similar situation occurs when deep conversion is used with coking technologies, producing a petroleum coke residue.
Conventional residue and coke usage is becoming more difficult, and one of the feasible alternatives is gasification, producing high-value, clean products from dirty, low-value feedstocks. The main advantages of integrating gasification in a refinery are:
• The capability to process high(er) sulphur crudes because of the almost complete removal of sulphur compounds in the treating unit downstream of gasification
• The capability to process low-quality, very viscous and heavy feedstocks
• The high growth in demand for gas oil, which is fast approaching that of gasoline and, in some countries, already overtaken it. Fuel oil is converted into mainly high- quality gas oil (high cetane) in a hydrocracker. The required hydrogen can be produced via gasification
• The many outlets for the synthesis gas (syngas). For instance, hydrogen for hydrocracking and hydrotreating, electricity and steam production in integrated gasification combined cycle (IGCC), chemical applications including ammonia, methanol, acetic acid and oxo-alcohols, and in the future synthetic fuels via Shell Middle Distillate Synthesis (SMDS).
Many refiners are seeking technological solutions that will enable them to maximise the yield of high-value products from heavier, sour crude oils, rather than paying a premium for light, sweet crude oils. Shell offers gasification technology that can convert a wide range of heavy residues and asphaltenes into syngas (see Figure 1). This gas can be used as a clean fuel for high-efficiency IGCC power generation or to produce hydrogen and/or CO. The use of hydrodesulphurisation in refineries to remove sulphur from diesel and gasoline products has led to a sharp increase in hydrogen demand in recent years.
Gasification technology overview
Converting the bottom of the barrel into valuable products
Gasification is an environmentally benign and versatile process that can convert a variety of hydrocarbon feedstocks — for example, oil distillates, residues, natural gas, coal and petroleum coke — into syngas, which is a mixture of CO and hydrogen. This gas can then be converted into products such as ammonia, methanol, oxo-chemicals, synthetic hydrocarbons and hydrogen or used as fuel (see Figure 2).
The heaviest bottom-of-the-barrel refinery residues, those with high sulphur and metal contents, yield syngas plus sulphur and solid metal and ash products that are all saleable. Gasification offers another important environmental feature: it provides opportunities to separate out a concentrated CO2 gas stream that may be used for enhanced oil recovery or CO2 sequestration.
Categories:
Add your rating:
Current Rating: 4





-
 BASF FCC Refining Catalysts
BASF FCC Refining Catalysts
-
 AMETEK Process Instruments Refinery Solutions
AMETEK Process Instruments Refinery Solutions
-
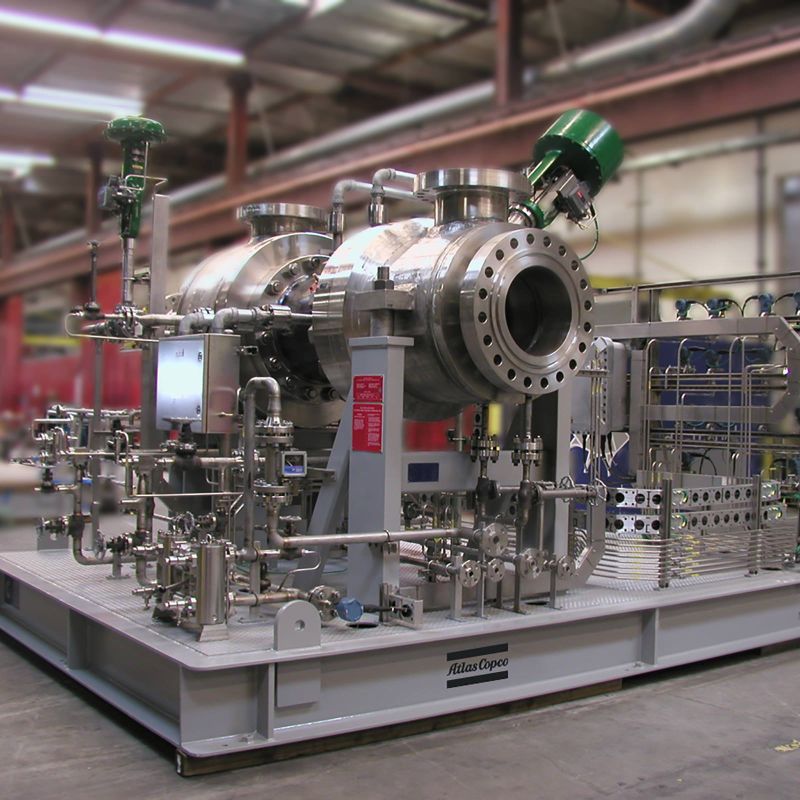 Atlas Copco Energas expander compressors
Atlas Copco Energas expander compressors
-
 MINIFLASH - the safety standard in flashpoint testing
MINIFLASH - the safety standard in flashpoint testing
-
 Axens SAF Solutions
Axens SAF Solutions
-
 Renewable fuels technology from Honeywell UOP
Renewable fuels technology from Honeywell UOP
-
 Level and density in FCC processes from Berthold
Level and density in FCC processes from Berthold
-
 FCC catalyst solutions
FCC catalyst solutions
-
 Cognite Atlas AI™
Cognite Atlas AI™
-
 GEA Liquid Jet Mixer
GEA Liquid Jet Mixer
SPONSORS